|
|
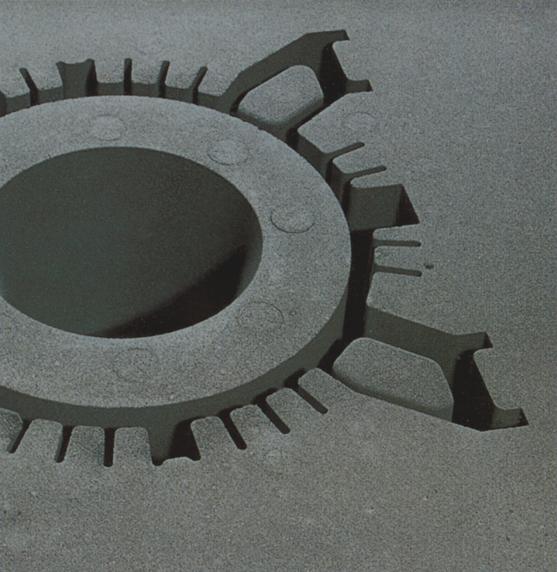
HAFLINGER V-impress
Konturenschärfe und Formhärte
|
| Obere-
und untere Formkammer werden gleichzeitig unter Hoch-Vakuum mit
Formsand befüllt. Die hohe Einström- geschwindikeit bewirkt eine
Vorverdichtung von 1,4. Die hydro-dynamische Endverdichtung erfolgt
gleichzeitig vom oberen- und unteren Presshaupt, sowie von beiden
Modelleinrichtungen. Das Ergebnis ist ein Formballen ohne
Lufteinschlüsse mit hoher Formhärte und Konturenschärfe an der
Teilebene. |
|
|
 |
|